









© all rights reserved G W Howe 2017 - 2020
GWH Engineering
creative engineering in a home workshop





Workshop
The main workshop equipment is typical for a home user
Myford ML7 lathe
This lathe has been the mainstay of the workshop for over 40 years. I bought it from new in 1969. Although it has been modified to incorporate new features the bearings are original, as are most parts. Features added: Gearbox; Alternative clutch arrangement; Quick release and auto release of screw cutting engagement; rear tool post; four way tool post (George Thomas design); Rear drop-on tool post (dovetail mount); Rear table mount for long taper turning gear.Warco BH600G lathe
I decided to buy a new lathe to accompany the Myford and hopefully provide the ability to machine larger size materials. The lathe is a Warco BH600G which is basically of the same format as the Myford complete with a herring-bone back gear. The lathe is substantially bigger in mass when compared with the ML7 but not much bigger in footprint. Since the lathe has been installed it has proved it is both accurate and powerful. Several new additions have been made to the lathe to improve working and reducing the gear train noise plus many other changes. (see this link for all details of changes made)626 Milling machine
Originally I made a Dore Westbury (Mk 1) but found it too limiting on table space. I replaced this with an Eastern mill-drill import which I modified but have now have upgraded once more. This new machine is a better engineered mill when compared to the Mill/Drill and has the added advantage of a variable speed inverter and DRO. (recently the DRO failed and has since been replaced with a Sino unit). The 626 came fitted with a speed inverter and 3 phase motor. The speed inverter has immediately proved to be a big success and in conjunction with a selection of belt drives I can now obtain a wide range of speeds and still retain full torque.Drilling Machine
This machine is a first class industrial drill with the name Gima and I think supplied or made by Bergman Borr, Sweden. I came by this drill as it was left abandoned because it had some missing gears. After a short discussion I left with the drill in pieces and later found a kind gear maker who generously made the new gears for me at a low price - I think he knew I was a hard up and said as I had gone to the trouble of working out the gear size etc. he was pleased to help me. The machine has an integral 3 phase motor built in and so I use a makeshift converter and a slave 3phase motor. A superb drill and a major asset! I think the drilling machine is one of the most important machines in a workshop.Surface Grinder
I was given an old Superior surface grinder machine which as one would guess had seen many years of hard work. Despite the age and abuse suffered the spindle, although visibly warn was still running concentrically in bronze cone bearings. The table was in reasonable condition though the vertical dovetails had been bashed around. The table feed was a hashed up repair and I had to remake the screw and nut to get it working reasonably. Although the foregoing describes a machine in poor condition it grinds well and accurately for my needs. If it was ready for the scrap heap i would definately consider buying a replacement as surface grinding becomes an essential part of manufacturing parts both for fit and appearance.Gear Making machine (link for more info)
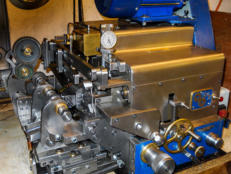
This is a prototype gear involute profiling machine based on the Sunderland Gear Planing machine. This has been a major project lasting several years as I designed the complete machine working only from first principles used in the Sunderland. The machine is small and has a footprint to fit a bench top and by virtue of its relatively small dimensions it had to have design features to compensate for a lack of mass. The machine will cut and profile accurate involute curved teeth for spur gears with a design maximum gear size of 20DP or 1.25Mod. The involute curve generated is accurate to the precise number of teeth in the gear and not an approximation. The machine once set up performs the machining task automatically and require no operator input other than to stop the machine or make setting adjustments should multiple cutting passes be necessary.Stent Tool Cutter & Grinder
This machine is a major asset to any workshop as it enables cutters to be sharpened and ground accurately. The machine came as a set of castings and basic drawings and has since been radically overhauled including a totally new design for the spindle.Bandsaw













